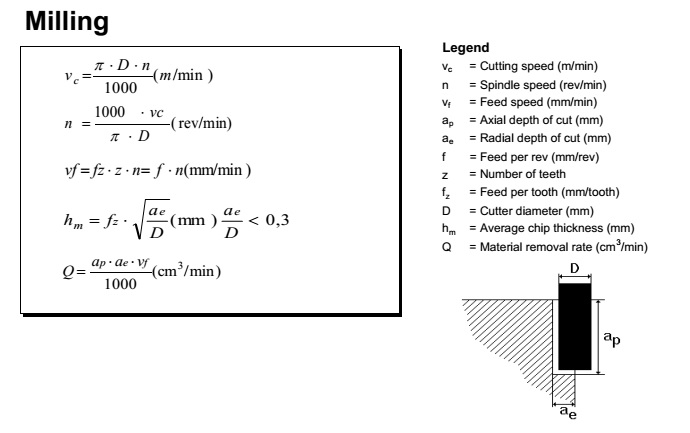
สูตรคำนวณ Cutting Speed สำหรับงาน Milling

สูตรคำนวณ Cutting Speed สำหรับงาน Milling
การเลือกใช้ Cuttng Tool สำหรับงาน Milling มาตัดชิ้นงานต่างๆ เราต้องเลื่อกมาให้เหมาะกับวัสดุที่เราเลื่อกใช้ โดยมีขั้นตอนดังนี้
1. เลื่อกชนิดของ Tool ให้เหมาะกับวัสดุที่เราจะกัด ดังนี้
- ความแข็งของดอกกัด 45HRC เหมาะกับการกัดวัสดุ Carbon Steel , Cast Iron , Alloy Steel , Aluminum
- ความแข็งของดอกกัด 55-60HRC เหมาะกับการกัดวัสดุ Hardness Steel
- ความแข็งของดอกกัด 65-68HRC เหมาะกับการกัดวัสดุ Stainless Steel , Heat Resistant Alloy , Titanium Alloy
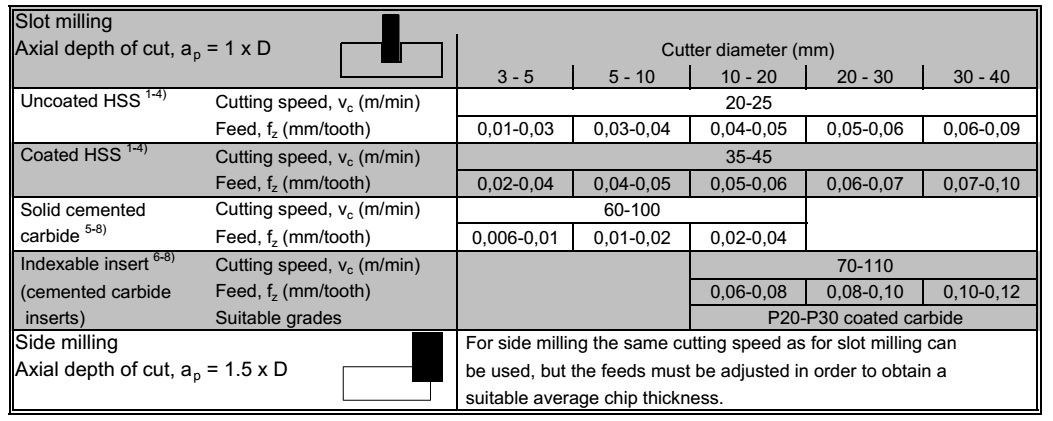
2. ความลึกในการกัดวัสดุแต่ละชนิด สัมพันธ์กับขนาดของความโตของดอกกัด โดยหลักการทั่วๆไปที่ใช้กับคือ
- ใบกรณีกัดงานเต็มดอก ความลึกในการกัดงานแต่ละชั้น (Depth Of Cut) ไม่ควรจะเกินขนาดของดอกกัด เช่น ถ้าเราใช้ดอกกัดขนาด Dia. 3.0mm ความลึกในการกัดงานแต่ละชั้นก็ไม่ควรเกิน 3 มม. สำหรับงานโลหะ แต่อย่างไรก็ตามสำหรับงานที่ไม่ใช่โลหะอาจใช้ความลึกมากกว่านี้ได้ขึ้นอยู่กับความแข็งของวัสดุที่เรากัดด้วย

- ใบกรณีกัดงานไม่เต็มดอก ความลึกในการกัดงานแต่ละชั้น (Depth Of Cut) ไม่ควรจะเกิน 1.5 เท่าของขนาดของดอกกัด เช่น ถ้าเราใช้ดอกกัดขนาด Dia. 3.0mm ความลึกในการกัดงานแต่ละชั้นก็ไม่ควรเกิน 4.5 มม. สำหรับงานโลหะ

3. ความลึกในการกัดงานด้านข้าง (Radial Depth of Cut or Step Over ) ต้องเลือกให้เหมาะกับขนาดของ Cutting Tool เช่นเดียวกัน โดยทั่วไปสำหรับงานโลหะไม่ควรเกิน 30% ของขนาดของ Cutting Tool เช่น ถ้าใช้ดอกกัดขนาด Dia. 3mm ความลึกในการกัดด้านข้างก็ไม่ควรเกิน 0.9มม. แต่อย่างไรก็ตามสำหรับงานที่ไม่ใช่โลหะอาจใช้ความลึกมากกว่านี้ได้ขึ้นอยู่กับความแข็งของวัสดุที่เรากัดด้วย
4. กำหนด Cutting Speed (mm/min) ที่จำเดินตัวชิ้นงานให้สัมพันธ์กับความเร็วรอบของ Spindle Speed โดยสูตรการคำนวณ สำหรับ Feed Rate ในการเดินมีหลักการง่ายๆที่จะกล่าวถึงดังนี้
- ต้องดูสเป็คของ Cutting Tool ที่เราเลื่อกใช้ว่ามีสเป็คอย่างไร เช่น ในตารางเราเลือกใช้ ชนิด Solid Cemented Cabide ขนาด Tool Dia. 3mm ขนาด 2 ฟัน(Tooth) กำหนดให้ใช้ Feed rate / Teeth 0.01mm/tooth เราใช้ความเร็วรอบในการตัดงาน Spindle Speed 24000rpm ดังนั้น
Cutting Speed = Feed Rate * Tooth * Spindle Speed = 0.01 * 2 * 24000 = 480 mm / min
แต่อย่างไรก็ตาม
* สำหรับงานที่ไม่ใช่โลหะอาจใช้ Cutting Speed มากกว่านี้ได้อีก 15-30% ได้ขึ้นอยู่กับความแข็งของวัสดุที่เรากัดด้วย
* สำหรับงานกัดเฉพาะด้านข้าง Side Milling แล้ว Cutting Speed มากกว่านี้ได้อีก 15-30%
สรุปสูตรคำนวณสำหรับงานตัดงาน Milling มีดังนี้